
 LNG
LNG

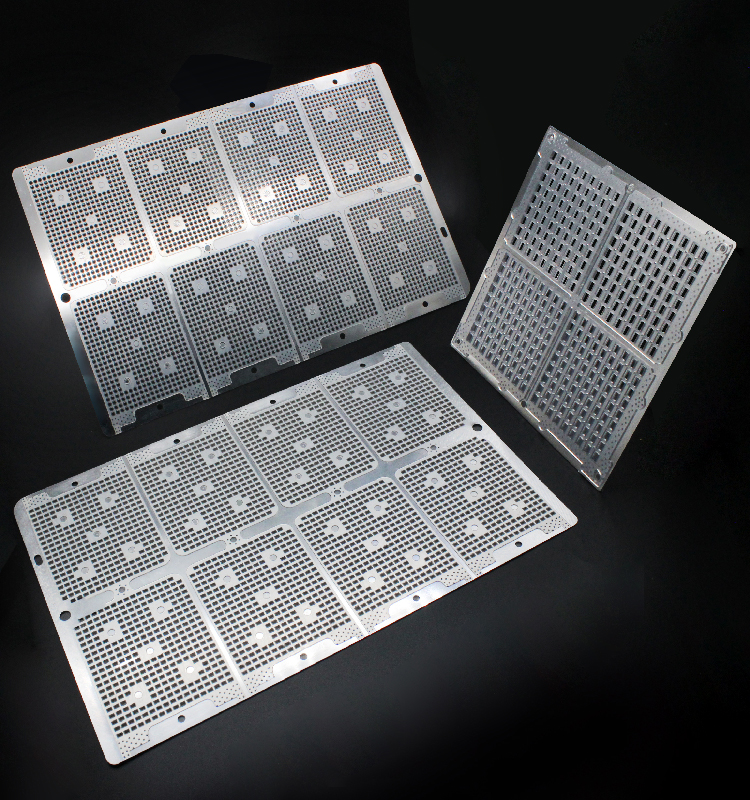


The widespread use of molybdenum boat products in industry
The density of molybdenum is 10.2 grams per cubic centimeter, with a melting point of 2610 ℃ and a boiling point of 5560 ℃.
08
-
31
2023







