MENU

 LNG
LNG
LNG
LNG

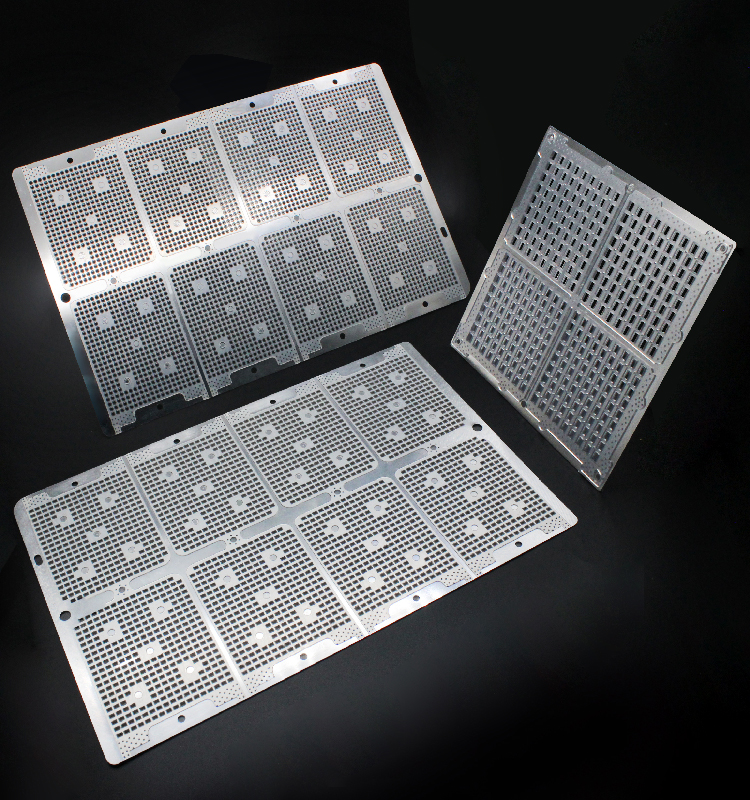
When the welding machine is working, if will use different welding machine fixture pieces to assist the welding machine. The main faction of this welding machine,fixture pieces can generally be realized in the following aspects:
1.Increase the winding processing of the winding machine.Many special fixture winding machine can not only clamp a certain type, but also clamp different types of skeletons, and have their own equipment for adjusting the position, which can make the fixture itself return. It can be used on different types of winding machines, all of which extend the winding processing design of the winding machine.
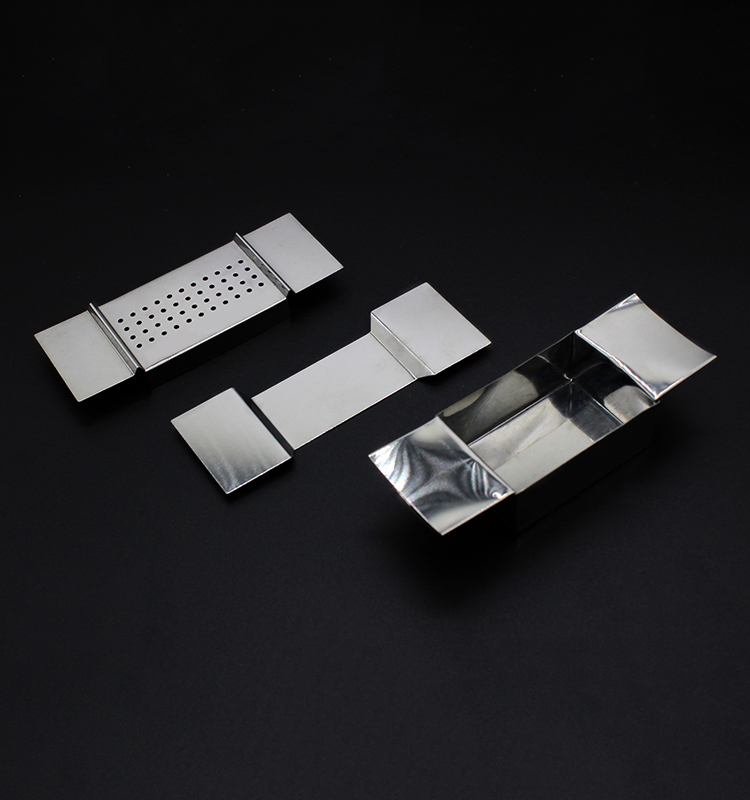
2.It can ensure relatively constant winding accuracy and product quality. During the winding process, the relative orientation of the skeleton and the cable wheel and the margins are ensured, and it is not easy to be affected by other factors, so The winding accuracy of the product remains constant and reliable.
3.It can reduce technical requirements an labor intensity of the operator, because the clamping device of the special fixture of the large winding machine only needs to be fixed or moved to complete the clamping of the skeleton, this greatly reduces the time and difficulty for workers to correct and adjust the position of the skeleton.The construction of a reasonable fixed base does not require alignment and adjustment. Therefor, the low-pressure foil winding machine of these special fixtures reduces the technical requirements for workers and Reduce the labor intensity of workers.
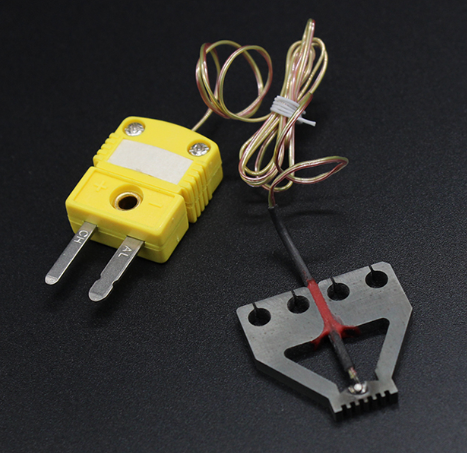
4.It can shorten the time of mold loading and unloading and improve labor productivity. There are generally two processes in the use of tooling fixtures. One is the fixing of the fixture itself on the equipment and the adjustment of the distance. This process is mainly the connection device between the fixture itself and the equipment, this The process needs to calibrate and test the fixture itself, which is the key to whether the fixture can be used; the second is the debugging of the winding frame in the fixture. This process is generally completed by using a dedicated positioning block or positioning pin, which is a training. Whether the fixture design is reasonable or not.

 Language
Language
Mailbox:brian.he@soucua.com
Mailbox:danny.ng@soucua.com
Postcode:523300
Address:No. 11, Hengjiao Hengling Street, Hengjiao Village, Shijie Town, Dongguan City, Guangdong Province, China
Copyright ©2020Dongguan Soucua Hardware Electronics Co., Ltd.
All Rights Reserved